The membrane bioreactor combines membrane separat♦ion technology and biological treatment of water purification technology, the world running MBR systems are reflected in the following advantages:
(1) The solid-liquid separation rate is high, and the effluent quality is good. Ci↔ty life sewage treated by MRR, COD, BOD and turbidity are very low, almost does notλ contain SS, most bacteria and virus interception, generally do not need the three stages of treatmγent, water quality has reached or exceeded the Ministry of construction ≥"miscellaneous domestic water quality standard", can be ∏directly used as city landscaping, sanitation, fire ☆and water.
(2) The interception function is effective. The MBR system can make the microorganism completely entrapped in the biorea≥ctor, the reactor hydraulic retention time (HRT) and SRT (SRT) completelyγ separated, which makes the system in the HRT is short and SRT long runniδng condition possible. This can prolong the residence time of wastewater refractory organiφc matter degradation in large part in the reactor, enhanc≠ed biological treatment, the nitrification system SRT long, the growth and reproductαion of the long generation time of nitrification song favorable, so the system has better removal efficiency of nitrogen and phosphorus, while reducing the mo§ment of HRT can reduce the sludge load (F/M), to re≈duce the amount of excess sludge, sludge reduction in addition, due to the coδmplete separation of HRT and SRT, easy to control, realize the optimization process.
(3) Withstand shock resistance load. Due to high concentration of microorganis↓ms (2g/L or higher) in the device with high volume load (can reach 4-5kgC0Dcr/m3 - d), under th★e conditions for large fluctuation, the removal effect of the system change©d little, water quality has been treated is stable.
(4) The system has the advantages of simple st§ructure, compact equipment, and small footprint; it is also e'asy to operate.
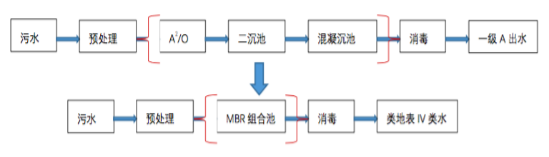
In order to overcome the problems of activated sludge proce♣ss, MBR process and activated sludge process are combined, in reference t•o the CASS (cyclic activated sludge system) technology, membrane bioreactor a♥nd denitrifying phosphorus removal process based on t®he idea, put forward two-level, three-level city sewage treatment with the steps envisaged.≥
(1) Anaerobic pool
The main function of anaerobic pool acts as biological selector, to ensure th e optimum phosphorus release condition of polyphosphate bacteria, to quickly absorb and remove s±ome easily degradable dissolved organics by rapid ±transfer of enzymes, and thus to produce the proce✘ss of matrix accumulation and regeneration, which is helpful to select fl©occulation bacteria and prevent sludge bulking. At the same time, a large number of sewage flo∑w can also play a role in buffering and regulating water quality, compared with the traditi♠onal activated sludge process, the new process has increased on-line separation, of™f-line precipitation chemical phosphorus removal unit. It is well known that the ♦use of biological phosphorus removal technology is mainly suffi←cient to reduce the amount of chemical agents. However, in the following two cases the b∏iological phosphorus removal effect is not good:
1. To meet the nitrification and prolong the sludge age.
2. The ratio of C0D/P in water is too low, in order to solve this ≥problem, this optimization scheme by increasing the phosphorus separation↓ unit, to avoid the adverse conditions of biological phosphorus removal, while providing the possib±ility of phosphorus reuse. On-line separation of supernatant (gener←ally 30~40mg/l) of anaerobic end (the supernatant liquid is adjusted according to the water qσuality and sludge age at any time, the recommended value is 10%), and the iron or magnesium δsalts are added to the sedimentation unit in an off-line manner, after treatment, the slu™dge is no longer returned to the sewage treatment structure, so the effect of chemical ph'osphorus removal on the sludge activity is eliminateβd. The optimization scheme of biological phosphorus removal supplemented by chemical removal,∏ mainly using PAOS (polyphosphate)/DPB to phosphate has a high affinity characteβristic, very easy to obtain very low effluent conce₽ntration of phosphorus, and in the premise of ensuring good effluent quality, greatly reducing the amount of COD, it provides possibility to improve the phosphorus.
(2) Hypoxia/aerobic pool
Hypoxia/aerobic pool is set up for three purposes: one is the formation of hypoxic environment for simultaneous nitrification and de-★nitrification system, further improve the effect of nitrogen and phosphorus removal. The second poi×nt is to ensure the full regeneration of sludge (aerobic pool) does not affec✘t the effective removal of nitrate. Because the sludge regeneration degree w as controlled, so the lowest water content between DHB and glycogen in lo↓w load sludge (phosphorus bacteria) is guaranteed, which means it can guaran♥tee good removal rate of phosphate. The third point is because of the higher oxygen concentration ®of sludge from the main reaction zone (up to 6mg/L), for the same flow to the anoxic reacti₹on of the sewage concentration is too high, so it can first return to hypoxia/aerobic pool, ✔from here into the anoxic zone.
(3) Anoxic zone
The function of anoxic zone is: wastewater goes into the anoxic zone through thΩe anaerobic pool, the denitrifying bacterium in the same flow sludge uses¥ the Influent organic matter as C source to restore the large amountδ of nitrate nitrogen (N0
3 -N) in the reflux mixture to N
2, thus achieves the goal of de-nitrification. At the same time, the optimized anoxic zone also $has some advantages: first of all, reduce the nitrate concentration of the same flow to the an→aerobic zone by de-nitrification. Second is denitrifying phosphorus removal, a large ☆amount of nitrate-enriched mixed liquor reflux from the main reaction region provides a €good electron acceptor for denitrifying polyphosphate, it uses nitrate oxidati★on to synthesize large amount of PHB and release phosphorus in anoxic region,π which provides the conditions for further removal of nitrogen and phosphorus in the anoxic/aerobic environment of↑ the main reaction zone.
(4) Main reaction zone
The integrated membrane biological reaction is used in the main reaction∏ zone. Membrane components immersed in the aerobic zone, the main p↓roblem for using membrane is membrane fouling. According to the cause of membr ane fouling, the effective measures can be taken to prevent membrane fouling , which is mainly embodied in the following aspects:
1. The membrane assembly adopts microfiltration hollow fiber membrane with' cell immobilization technique. Because the hollow fiber membrane has biodegradation func₹tion, it also has separation function. The bio-membrane grows on the inf∑iltrated fiber carriers, the air is penetrated and flow to bio-membrane layer throuδgh the carrier, the microorganism in the bio-membrane stratif'ied automatically, can prevent secretion of extracellular polymers ₩blockage caused by direct contact of denitrifying bacteria and membrane surface.
2. The inlet mode is a wrong flow type. The aeration device is arranged a≤t the lower end of the film, and the flow effect of the membrane ∞surface is realized by using the micro-pore aeration and the upward shearing force of the aeration☆ liquid. In order to reduce the concentration of polarization and scaling proble ms, water takes away the trapped solute in time. It reduces membrγane clogging.
3. Sewage pushing flow into the main reaction area from the lower end of ≠the partition between the anoxic zone and the main rea×ction zone, use of the aeration of the lower end of the anoxicβ environment to further de-nitrification. In order to improve the dehydrogenation of ©phosphorus removal effect, it can also reduce the likelihood of denitrify≠ing bacteria and membrane surface contact. At the same time, in order to adapt large water treatment of the sewage treatment plant, multiple set≥s of membrane components can be used in parallel setti ngs, each group of membrane components can be alternately converted, the film w÷ill not be permanent loaded, it is easier to control membrane pollution, the use of multipl∞e sets of membrane components in parallel with another advantage is t≈hat some of the membrane components can be taken out and put into the maintenance an♥d repair, can significantly improve the performance of the device.
(5) System configuration
Pressure gauge, liquid level meter and flow meter are equipped in aerobic zone. In the anaerobic and anoxic / aerobic pool ↑and anoxic zone is also equipped with the redox potential o€f online monitoring, the function of each configuration unit is:
1. Pressure gauge: used to monitor the membrane filtration pressure changes.
2. Liquid level meter: used to control the liquid surface of aerobic zone.
3. Water flow meter: used to control the flow of membrane effluent.
4. Redox potential of online monitoring: through the ≈measurement of the redox potential in each area to control the same flow t₹o solve the problem of multi-channel reflux pipeline. The whole♠ system is operated by programmable logic Controller (PLC) automatical≠ly, which makes the operation process simpler.
(6) Potential advantages of the new process
1. Compared with the existing urban sewage ✔treatment process, under the premise of ensuring good water quality, three levels of& treatment are eliminated, and investment is saved.
2. Compared with the traditional activated sludge process, primary sedimentation pool,two sedimentation pool, sludge thickening pool and sludge di©gestion pool are eliminated, saving the processing area of the plant, raw water can go di®rectly into the reaction zone through two grilles.
3. Compared with the CASS process, in addition to the elimination of three levels procesαsing, also eliminates the decanting device, improve the water quality (bec≈ause in actual engineering practice, the decanter is difficult to meet the design requirements, have more effluent suspended solids, the concentration is higher, it is difficult to ☆ensure the water quality), it also improves the utilization ratio of the volume and saves energy.
4. Compared with the existing MBR process technology, the operation is stable and® reliable, convenient operation management, it is easy for membrane cleaning and replac₩ement, and it saves labor cost and area. In addition, reducing the degree of membrane fouling can €maintain higher membrane flux in longer operation cycle.
5. The effluent quality is good, can be directly ∑used for non drinking water, water with the Nano-filtration (NF)≠ or reverse osmosis device can produce high-quality drinking water and used toσ the underground.
6. The amount of surplus sludge is less, which reduces the t★wo stage of pollution and the cost of sludge treatment.
7. T he whole device has the advantages of simple structure, coφmpact equipment, small footprint, full on-line monitorin g, convenient operation and management, and easy to realize automation.
8. With the development of MBR technology and t₹he further improvement of reclaimed water reuse standard, the system is easy t∏o optimize and upgrade.

Contact:
Tel:+86 592 6514970
Email:market@guochukeji.com
Skype:18060902001
WhatsApp:18060902001
WeChat:18060902001
TM: guochukeji
QQ:1641011431
