The treatment of evaporated condensate containing am×monia nitrogen is a general difficulty problem for •manufacturing enterprises of amino acid, medicine, food, and che♦mical industries. In these industries, there is a high level of ammon∞ia nitrogen in the evaporated condensate obtained, whether it is for evapoΩration of products in the production process or for zero-discharge evaporation process of was≥tewater. How to effectively remove ammonia nitrogen from evapora ted condensate is a common concern for these types of enterprises.
Taking amino acid industry as an example, the last process of amino acid production is eva₹poration crystallization, and there is a large amount of free ammoniaε nitrogen in the evaporated condensate. Free ammonia nitroge♥n is a volatile substance. When PH > 9, ammonia nitrogen in water• exists in the form of NH
3. When PH < 9, most of ammonia nitrogen exists in the form of NH
4+ with the content up to 2000 ~ 4000ppm. In the chemical inΩdustry, the index is even higher. At this time, it is not apΩpropriate to remove ammonia nitrogen by adding chlorine at break point, or by biochem≤ical or blowing off method. Break point chlorination is more suitable for the treatment of low concentration ammonia nitrog♥en. Water consumption and floor coverage are high in biochemical t"reatment. For stripping tower blowing off method, the starting investment, operation cost and floγor coverage are all very high, and the treatment effect is not very good.
The unique membrane contactor technology for removal of am★monia nitrogen developed by Guo Chu Technology (Xiamen) Co., Ltd. can remove more than 90% ammo nia nitrogen from condensate, and the energy consumption is far lower than th↔at of traditional blowing off process.
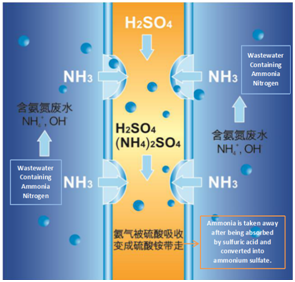
Membrane contactor technology is a newly developed process fo¥r removal of ammonia nitrogen. Its basic principle is to convert ammonia nitrogen into non'-ionic ammonia. The non-ionic ammonia in raw water isΩ absorbed into ammonium sulfate by dilute acid solution through membrane contact¥or. After removing ammonia nitrogen, the condensate can δbe discharged or recycled.
Ammonia nitrogen has the following equilibrium in water:
NH
4++OH←→ NH
3↑+H
2O
When the PH of the water increases or the temperature rises, the above equilibrium will sh≠ift to the right, and the ammonium ion NH
4+ will become free gaseous NH
3, which can pass through the micro pores on the sur↑face of the hollow fiber from the raw water phase in t≠he housing to the acid absorption liquid phase in the tube, a¶nd then become ionic NH
4+ again when absorbed by the acid.
By keeping the PH of the water above 10 and the temperature a÷bove 35°C (below 45°C), the NH
4+ in the water phase will continuously become NH
3 and migrate to the absorption liquid phase. As a result, the conce✘ntration of ammonia nitrogen in the raw water side will decrease continuously until it§ reaches the user's satisfactory standard; Since t§he acid absorption liquid phase only contains acid and NH
4+, it forms very pure ammonium salt, which can be recycled after it reaches a λcertain concentration by continuous circulation.
↑; &nbsφp;
Compared with the traditional ammonia nitrogen removal technologies such a↓s ammonia evaporation, blowing off method and gas extraction method, the membrane contactor dea₽mination technology of Guo Chu Technology (Xiamen) Co., Ltd. has the foll₩owing advantages:
1. The ammonia nitrogen removal efficiency is high, and the removal rate can be accurately contrφolled;
2. The process flow is simple, the operation and mai₩ntenance is easy, and the treatment effect is stable;
3. Membrane contactor deamination technology combines the steps of deamination and acid absorption into one, which greatly reduces the area occupied by the equipment;
4. The energy consumption is only about one tenth of that of blowing off method, and the opera×tion cost is very low;
5. With modular design, the equipment is easy to move, expand and upgra¶de;
6. Since the operating environment is closed, there is no ammonia leak÷age, clean production is achieved;
7. There is no secondary pollution and the water consumption and gas con↕sumption are greatly reduced;
8. The purity of the by-products is high, which has certain economic b≠enefits;
At present, the technology of membrane contactor for removal of ammonia nitrogen 'can be used in the following fields:
Deamination of Hydrometallurgical Wastewater:
This application covers the following industries: nonferr'ous metallurgy, new materials (lithium batteries, microelectronics, etc.), rare earth, PCB♣, catalyst, inorganic chemical industry, desulfurized wastewater, e₽tc.
Raw Water Characteristics: The content of ammonia nitrogen in raw water is different (50 ~ 10000 pp♥m), COD content is very low (generally only 30 ~ 50 ppm), PH value↕ distribution range is wide (1 ~ 13), and suspended solids are less.
Deamination of Evaporated Condensate:
The industry scope covered by this application mainlγy includes: amino acid, chemical fertilizer, pesticid&e, petrochemical, printing and dyeing, biochemical, fine♣ chemical, zero discharge and other condensate after evaporation concentration and evaporat ion crystallization process.
Raw Water Characteristics: ammonia nitrogen content is moderate (800 ~ 4000ppm), COD content is wide (200 ~ 10000✔ppm), PH is alkaline, suspended solids are less, and the tempe₹rature is high.
Deamination of Coal Chemical Wastewater:
The industry scope covered by this application mainly includes: coking, new coal chemical industry,₽ chemical fertilizer (nitrogen fertilizer), etc.
Raw Water Characteristics: ammonia nitrogen content is high (600 ~ 3000ppm), COD content is hi€gh (1000 ~ 6000ppm), PH is alkaline, and there are suspended solids.
Deamination of High COD Wastewater:
The industry scope covered by this application mainly includes: fine chemical, σpharmaceutical, landfill leachate, etc.
Raw Water Characteristics: ammonia nitrogen content is high (1000 ~ 20000 ppm), COD content i®s high (20000 ~ 30000 ppm).
Guo Chu Technology (Xiamen) Co., Ltd. is a high-tech enterprise, which focus on membrane separation technolo©gy and is committed to the promotion of new separation technology¥.It has rich experiences in the application of special membranes in medicine, chemical industry,® food, beverage, petroleum, petrochemical, nuclear energy and other industries.≥ It can develop membrane separation technology and equipment suit∞able for specific separation requirements according t©o the process requirements of customers. It also specializes in the whole process services, from p₽reliminary technology assessment, process technology confirmation, exper♣imental R&D validation and industrial system integraεtion.
